(2) 8
 1 دی 1400 · ·
1 دی 1400 · · 
3. A new systemic model for man-in-the-loop automation
In order to represent operators’ safety and well-being according
to the recent
findings and theories [10], a systemic model is
required; the model includes the cognitive and physical well-being
aspects of operators interacting with automation [11]. Basically,
the main aspects are:
the human operator: actions, errors, violations, mental models,
expectations, skills, culture;
the team: team cooperation dynamics;
the organization: managerial decisions, policies, culture, vision;
the physical environment: temperature, noise, layout;
the social environment: external pressures;
the tools: technology and automation level;
the rules: procedures, guidelines, checklists, laws;
the task: unexpected, habitual, repetitive, etc.
These features can be regarded as interacting, like fragments of
a bowl that dynamically move in order to
fill in the gaps that may
arise at their borders
The water in the bowl represents the operators’ well-being,
whose optimal level depends on the dynamic interaction among the main aspects of a system; well-being level is determined by the
gaps that the fragments create at their borders
Fig. 1. The well-being bowl
Sometimes an action aimed at increasing well-being could take
into account only one fragment; but changing just one part could
lead to breaking the bowl if the other elements do not adapt to it
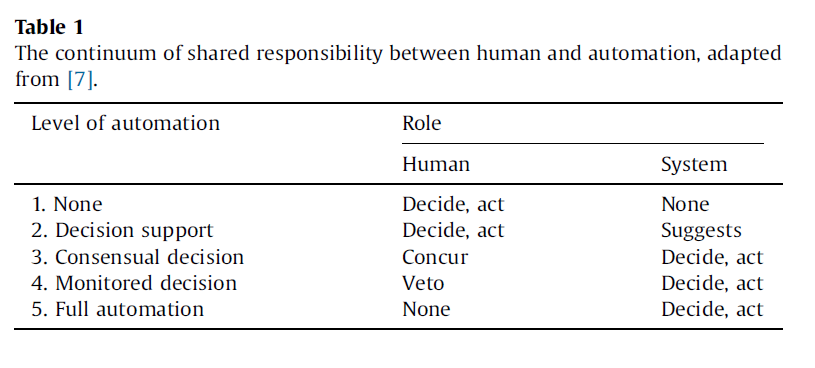
Automation design should be guided by this model to promote
harmonization of the fragments’ behaviour by changing its role
according to the degree of control (Table 1). Adaptive automation
could provide a
flexible fragment that copes with the inherent
variability of the production system
coming from human and
organizational factors, process changes and productivity needs.
The constant adaptation enables the system to
fill the gaps
ensuring operators’ well-being
This vision can be translated into a framework that supports a
seamless adoption of a man-in-the-loop automation approach
reducing the risk of negative gaps. Basically, only by making the
most out of the capabilities residing in the human dimension of the
factory, it is possible to unleash automation’s full potential and to
enhance productivity and well-being
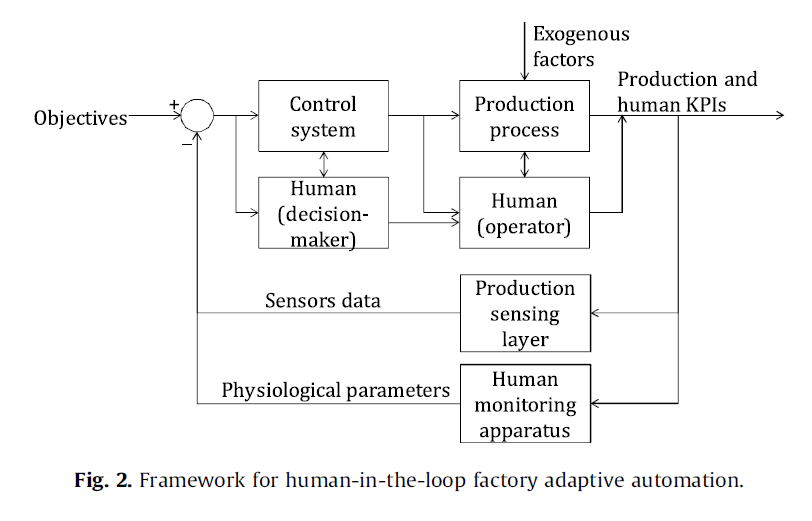
Fig. 2 shows the proposed man-in-the-loop automation system
within the factory; the focus is not only on the optimization of
production performances but it includes also the human operator
as a full-fledged part of the whole process. However, it is not
enough to consider the human dimension only as one of the
controlled variables of the automation system; human dimension
must be integrated into the management of the control loop to
couple automation’s efficiency with the
flexible human mind set.
This approach presents a twofold interaction:
the human acts as a decision maker who works in synergy with
the control system at a decisional level;
the human acts also at operational level taking part to the
controlled production process where the interaction is played on
a more operative
field
Fig. 2. Framework for human-in-the-loop factory adaptive automation
The two different cooperation roles could trigger the risks listed
in paragraph 2.1 and cause suboptimal results for the operators’
well-being and the production performance. To reduce the risks
and smooth their negative influences, each role requires a careful
management taking into account its specificity
The proposed man-in-the-loop automation framework requires
to set goals specifically aimed at enhancing the working conditions
by constantly monitoring a stream of physiological measures to detect in real time any deviations from personalized safe patterns
and propose mitigation actions aimed at mediating or mitigating
the cognitive demand that the worker is experiencing. It also
requires reconfigurable automation policies that apply in the
distributed automation structure. to explore and possibly
eliminate the sources of cognitive gaps such as skill mismatching
and alienating duties.
4. Model implementation in demonstration cases
4.1. Adaptive automation in air traffic control
Mental workload in air traffic management is a crucial factor for
safety. Human errors typically occur both in underload and
overload conditions, the former because operators are disengaged
by the task, the latter because they are overwhelmed. In the
interaction with automation, changing the number, quality, rate,
dynamics of stimuli and data presented on the display is crucial to
maintain a proper level of workload
A passive Brain-Computer Interface (pBCI) was developed [14]
in order to track operators’ brain activity (EEG), which is
considered a reliable, sensitive, real-time, and continuous measure
of mental workload. The pBCI was integrated in an air traffic
control simulator and was tested for its capacity to produce
adaptive solutions in real-time, according to the mental workload
measured by means of operators’ brain activity. When operators’
under- or overload is detected, the system automatically triggers
adaptive solutions (e.g. displaying only critical alarms, highlighting
the aircraft currently speaking, animating the icons related to a
short term collision, and displaying only the aircrafts that are
relevant for the task at hand).
The pBCI is able to activate adaptive automation solutions
during high-workload scenarios, while it does not activate them
during periods of normal workload, in order to avoid underload. In
addition, the pBCI induces a decrease in the perception of mental
workload by the operators when adaptive solutions are activated.
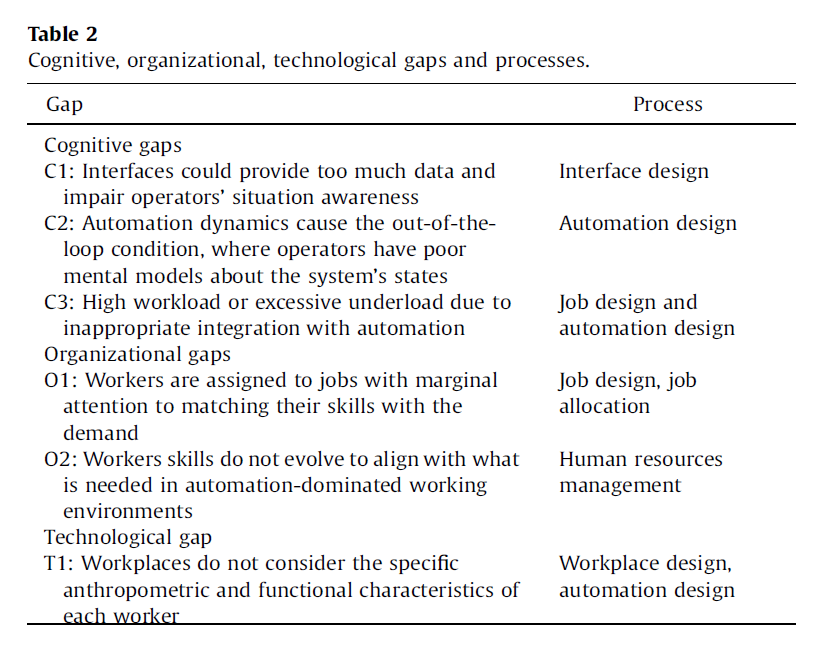
Behavioural performance analysis demonstrated that the task
performance significantly increased when adaptive automation
solutions were triggered (Table 2: C3).
4.2. Automation in the white-goods industry
The white-goods industry is characterised by work-intensive
production environments where humans are mainly employed to
assemble a highly diversified range of products manufactured in
continuously changing and relatively small lots. Such production
and high production pace, due to the automation component of the
line, poses serious cognitive demands to the workers.
The involved white-goods industry uses continuous
flow
production lines with a takt time
fluctuating next to one minute
and a number of product variants exceeding one hundred. In the
past, the company tried to map the workforce capabilities
(experience on the job, management of safety and quality aspects)
in order to establish a personal skill matrix for each worker.
However, the lack of a systemic approach to the humanautomation
interaction prevented any substantial improvement
in adapting the workplaces, and the production system at large, to
the characteristics and condition of the individual workers